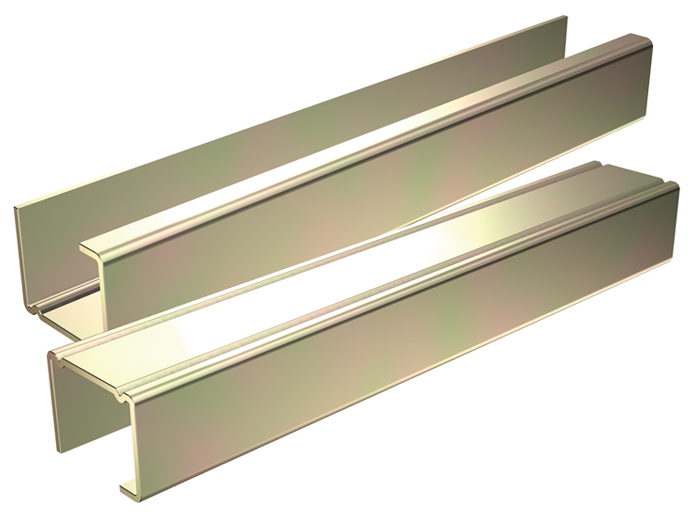
On PVC window and door systems, the reinforcement steel ensures sound insulation, resistance to wind load, more powerful adherence of the systems with each other and of the hinges with the plastic profile, giving plastic profile its shape and ensuring it to maintain its structure for a long time.
FIRAT reinforcement steels are manufactured in hot dipped galvanized class as per TSE 822 with zero defect and as integrated with our profiles thanks to the computer-aided control system present throughout all production stages including cutting, bending and packaging in accordance with FePO2g quality and DIN standards applicable for profile operations in accordance with TSE EN 10142. Hot dipped galvanized sheets are subject to zinc coating test before production. Hot dipped galvanized sheet has long service life and high resistance to corrosion. Its zinc coating does not come off even when shaped by bending. It is resistant against fire and all kinds of external effects. Loss of coating thickness is minimum under normal weather conditions. Quality control tests are continuously performed in our advanced laboratories throughout all the stages such as raw material, before, during and after production stages. Forming the framework of FIRAT PVC window and door systems, the reinforcement steel maintains durability of the systems by keeping their integrity and shape for years. Our reinforcement steels are offered to our customers after being packed in appropriate loads by full-automatic machines to protect against exterior effects.

General Information
Wall thickness of the reinforcement steel should be appropriate for the usage conditions of PVC window and door systems. For example, the reinforcement steels not having appropriate wall thickness in case of high buildings (+6 floors) fail to stand against wind load, causing the system to suffer damage, leading to air and water permeation in time. Structure and shape of the reinforcement steel should be very smooth. The reinforcement steels with deformed shape and structure cause deformation of the profile shape, leading to a functional damage of the structure of the system. The gap between the reinforcement steel and the inner surface of the plastic profile should be minimum 1mm and maximum 2mm. If the gap is wider, then the resistance reduces, preventing proper screwing. If the gap is narrower, then it prevents the expansion of the plastic profile, causing cracking. Longitudinal cutting of the reinforcement steel should be adjusted by leaving proper melting distance at the welding points of the profile. Melting distance should be left at both directions, namely, 10 mm from the profile length in case of cuttings by 90º and 7.5mm in case of 45º. The reinforcement steel should definitely be used as a single piece in the opening where it is going to be used. When it is used as multi-pieces, it is going to damage the system. The reinforcement steel should be cut carefully with the edges smooth and free of burrs, and the saw should be operated at low speed.
The reinforcement steel should never be stored outdoors; there should be no rain, water, moisture or contact with floor in the storage area. There should be no excessive temperature differences in the storage area and long period storage should be avoided.